كيف تصنع أنبوبًا من القصدير - افعل ذلك بنفسك أنابيب من الصفيح
يحاول بناة المنازل العثور على أكثر خيارات الميزانية لحل المشكلات. لذلك ، فإن مسألة كيفية صنع أنبوب من القصدير بيديك مناسبة للعديد من الحرفيين الهواة. بعد كل شيء ، يمكن مقارنة منتج أنبوبي محلي الصنع مصنوع من القصدير تمامًا بالمزاريب أو الأغلفة الموجودة على الرفوف في المتاجر المتخصصة.

لذلك ، تحتاج إلى معرفة المزيد حول عملية صنع أنبوب القصدير ، الذي يتميز بخصائص مثل منتجات المصنع.
صنع الأنابيب
تسمح التعليمات الخاصة بإنتاج درفلة معدنية مجلفنة من الصلب والتي تتوافق مع كلا المعيارين بإنشاء منتجات أنبوبية باستخدام طريقة اللحام الكهربائي.
يتكون أيضًا من المراحل التالية ، للإجابة على سؤال حول كيفية صنع أنبوب مجلفن بيديك:
- يتم دعم المواد الخام لإنتاج مماثل من خلال الشريط (صفيحة معدنية مسطحة) ، والتي يتم توفيرها للإنتاج على شكل لفات.... هذه اللفات غير ملفوفة ومقطعة إلى شرائح بطول الطول ؛
- في نهاية القطع ، يتم لحام الشرائط في شريط لا نهاية له ، يتم لفه على أسطوانة خاصة... يضمن هذا الإجراء استمرارية الإنتاج القادم ؛
- باستخدام البكرات ، يتم تشكيل قطعة عمل مستديرة ذات خط مفتوح;
- ثم يجب أن يتم لحام قطعة العمل المأخوذة على طول التماس.... لهذا ، ربما تم استخدام إحدى الطرق الأكثر شيوعًا التالية:
- HF - اللحام التعريفي ، وهو أحد أرخص اللحام ؛
- TIG - اللحام بقطب كهربائي التنغستن ، في جو الأرجون.
ملحوظة! تعتبر الأنابيب الملحومة TIG هي الأكثر موثوقية نظرًا لحقيقة أن اللحام يتم بسرعة منخفضة ، أثناء قوس الجهاز ، فإنه يتمكن من إذابة سطح ضخم بالقرب من خط اللحام. لكن موثوقية المواد الأقل تكلفة كافية تمامًا ، على سبيل المثال ، للتدفئة أو إمدادات المياه.
- يتم غمس المنتج الساخن في الماء البارد في نهاية اللحام;
- ثم يتم اختبار الأنبوب في كاشف الخلل ، والذي يكشف عن عيوب التماس;
- ثم يتم نقل الأنبوب إلى بكرات المعايرة ، والتي تزيل العيوب في الحجم والشكل.;
- ثم يتم قطع الأنبوب الناتج إلى قطع بطول معين;
- عملية تحكم أخرى ، والتي تتمثل في الفحص البصري;
- يتم تعبئة المنتجات النهائية وإرسالها إلى المستودع.
عملية الجلفنة
لكن الأنابيب المعدنية المجلفنة ليست مجرد فولاذ ملحوم ، بالإضافة إلى أنها طلاء مضاد للتآكل.
دعونا نتعرف على كيفية جلفنة الأنابيب:
- الطريقة الدافئة للطلاء - من وجهة نظر توحيد الطبقة وخصائص الحماية ، تعتبر هذه الطريقة الأفضل. لتنفيذه ، يكفي الأنبوب في حمام الزنك الساخن ؛
ملحوظة! هناك قيود على هذه الطريقة ، ولا يمكن استخدامها إذا كان المعدن يحتوي على أكثر من 0.2٪ كربون.
- الجلفنة المجلفنة - يتم غمر المنتج في إلكتروليت ، حيث يتم إنشاء فرق جهد بين قطب الزنك والفولاذ. نتيجة لذلك ، يتم الحصول على طلاء موحد موثوق ، يسهل التحكم في سمكه ؛
- يتمثل التطور الغازي الحراري في رش ذوبان الزنك ، والذي يتم رشه على السطح تحت تأثير الهواء الدافئ ؛
- يتضمن الانتشار الحراري ، كطريقة للجلفنة ، نقل الزنك إلى الحالة الغازية عند درجة حرارة عالية ، وبعد ذلك تميل جزيئاته إلى الاستقرار على سطح أنبوب بارد ؛
- يمكن استخدام المجلفن البارد لأي نوع من أنواع المعالجة السطحية ، باستثناء القطر الداخلي للأنبوب. في هذه الحالة ، يتم تخفيف مسحوق الزنك بالورنيش ويتم تطبيقه كطلاء للمنتج من علبة أو رذاذ.
على الرغم من التنوع الكبير في المواد الحديثة المستخدمة في المعالجة المضادة للتآكل ، فإن الجلفنة لا تزال الخيار الأفضل لإمدادات المياه أو خطوط أنابيب الغاز أو التدفئة. (راجع أيضًا مقالة نظام الصرف الصحي: أبرز الملامح.)
النصيحة. يعتبر أنبوب الحديد المجلفن بأبعاد 32 أو 100 مم أفضل بكثير من نظائره البلاستيكية أو المركبة نظرًا لمقاومته العالية للعمل الميكانيكي ودرجة حرارة التشغيل. إن تركيب الأنابيب المجلفنة ليس إجراءً مستهلكًا للوقت من أجل التخلي عنه على حساب موثوقية وجودة النظام الذي يتم إنشاؤه.
ملامح من المواد المصدر
قبل أن تبدأ في صنع أنبوب من لوح معدني ، يجب أن تتعرف على المادة التي سيصنع منها الأنبوب ومميزاته. بادئ ذي بدء ، تجدر الإشارة إلى أن هذه منتجات من النوع المتداول ، بمعنى آخر ، القصدير عبارة عن لوح من الصلب يمر عبر بكرات مطحنة درفلة ويبلغ سمكها 0.1-0.7 مم.
بالإضافة إلى عمليات الدرفلة ، فإن تقنية تصنيع الصفيح المقصدري تعني معالجة المنتجات المدرفلة النهائية من تشكيل عمليات التآكل. للقيام بذلك ، يتم تطبيق طبقة من المواد على الفولاذ بعد الدرفلة ، والتي لا تخضع للتآكل.

نتيجة الإجراءات التي تم إجراؤها هي صفائح فولاذية ، يمكن أن يختلف عرضها من 512 إلى 1000 مم ، مع طلاء الكروم أو الزنك. المنتج النهائي من البلاستيك ، لذلك يمكن التعامل مع القصدير بسهولة. في هذه الحالة ، يمكن مقارنة مواد التقوية الملفوفة بقوة مع منتجات الفولاذ. هذا يسمح باستخدام الصفائح المعدنية في تصنيع منتجات ذات تصميم معقد.
عملية تجميع الإطار
بعد تحضير جميع أجزاء القارب ، ننتقل إلى العملية المباشرة لتجميع القارب من الفولاذ المجلفن والألواح بأيدينا. للقيام بذلك ، عليك القيام بما يلي:
القراءة الموصى بها: هل تبحث عن الحق عند استخدام قارب قابل للنفخ من مادة PVC بمحرك؟
- في القوس ، من الضروري الجمع بين الجانبين والفراغ المثلث للقوس. يمكن استخدام المسامير أو البراغي كعناصر توصيل. إذا كانت الكتلة بارزة فوق الجانبين ، فيجب تقطيعها إلى مستوى واحد.
- الخطوة التالية هي تثبيت فاصل مؤقت. يجب التعامل مع هذه العملية بعناية. حتى لا تنفجر عند ثني الجوانب ، يتم وضع الفاصل بزاوية ليست كبيرة جدًا.
- بعد تثبيت الفاصل ، من الضروري ثني الجوانب بشكل أكبر. سوف يقوم بهذه المهمة حبل أو زوج من المساعدين.
- نستبدل الجزء الخلفي ، ونضبط ، ونزيل الشطب اللازم. من الضروري أن تتناسب جيدًا حتى لا تترك فجوات. يجب أن يكون كل شيء مناسبًا بشكل مريح.
- بعد الانتهاء من الملاءمة ، قمنا بتطويق الجوانب ونزع كل النتوءات.
- بعد تجميع الجوانب ، نقوم بتركيب الدعامات الدائمة أثناء إزالة الدعامات المؤقتة. يعتمد مقدار التفاصيل المراد تعيينها على تفضيل المالك.
قبل تثبيت الأجزاء الخشبية بالمسامير أو البراغي ، يجدر حفر الثقوب مسبقًا باستخدام المثقاب. هذا يمنع الألواح من التشقق.
ستكون المرحلة الأخيرة من تجميع الهيكل الخشبي هي شطب الأجزاء السفلية من الجوانب والفواصل وطلاء طبقة واقية مطهرة.
أدوات المطلوبة
قائمة الأدوات والأجهزة اللازمة لصنع أنابيب المداخن المجلفنة بيديك ترجع إلى خصائص القصدير ، ولا سيما النعومة واللدونة. لا تتطلب معالجة هذا النوع من المواد بذل جهود خاصة ضرورية للعمل مع مواد الألواح.
لذلك ، في إنتاج أنابيب القصدير للمدخنة ، يلزم توفر مجموعة الأدوات التالية:
- مقص لقطع المعادن. تساعد هذه الأداة على قطع مادة الصفيحة بسهولة إلى القطع المرغوبة ، حيث يصل سمك الصاج الأكبر إلى 0.7 مم.
- مطرقة برأس ناعم. يمكنك أيضًا استخدام مطرقة خشبية أو مطرقة أو أداة فولاذية بقبضة مطاطية ناعمة. ومع ذلك ، يتم استخدام الخيار الأخير بعناية شديدة أو لا يتم تناوله على الإطلاق ، لأنه يمكن أن يتسبب في تشوه صفيحة رقيقة من القصدير ويدمر العمل بأكمله.
- كماشة. بمساعدة هذه الأداة ، قاموا بحل مسألة كيفية ثني أنبوب مصنوع من القصدير ، لأنه من الصلب ، على الرغم من أنه رقيق ، لذلك من المستحيل ثنيه بيديك.
- طاولة التصنيع. هذا الجهاز ضروري عند قطع المواد وعند وضع العلامات.
- معايرة العنصر. يمكن أن يكون منتجًا أنبوبيًا يبلغ قطره أكثر من 10 سم ، بالإضافة إلى زاوية بحواف 7.5 سم. يجب أن تكون هذه العناصر مثبتة جيدًا ، حيث سيتم إجراء تثبيت مفصل المؤخرة على سطحها.
بالإضافة إلى هذه الأدوات ، يجب تحضير مسطرة أو شريط قياس وعلامة ، وهي قضيب فولاذي بحافة حادة.
مواد وأدوات الأنابيب
لتصنيع أنبوب مجلفن بقطر 100 مم ، من الضروري تحضير المواد والأدوات التالية:
- بادئ ذي بدء ، تحتاج إلى ورقة من الصلب المجلفن.
- مطرقة مطاطية أو خشبية. من الضروري إيلاء اهتمام خاص لهذه الأداة ، لأن جودة المنتج النهائي ستعتمد على جودته في المستقبل. يجب أن يكون وزنه ثقيلًا بدرجة كافية ، ولكن مصممًا بحيث يمكن التحكم في قوة التأثير. أيضًا ، يجب أن تكون المطرقة صلبة ، لكن ليست شديدة الصعوبة.
- مقص للمعدن. لا توجد توصيات خاصة لهذه الأداة ، الشيء الرئيسي هو أنها تقطع جيدًا ، وكان العمل معها مناسبًا على الطائرات الكبيرة.
- مكشطة للمعادن. يمكنك صنعه بنفسك عن طريق شحذ أي قضيب معدني ، حتى مسمار كبير.
- مسطرة.
- أنبوب فولاذي ثابت أفقيًا. يجب أن يكون قطرها 90 مم ، ويجب أن لا يقل طولها عن متر واحد ، ويسمى هذا الأنبوب "مسدس" ، ويتم تجميع المنتجات عليه.
- زاوية معدنية. يتم تثبيته على حافة طاولة العمل. يجب أن يكون ضخمًا ومستقرًا ، لأن المعدن مطوي عليه. طول الركن 1 م.

المرحلة التحضيرية
أولاً ، يتم وضع العلامات على ورقة القصدير ، حيث سيتم قطع المنتج شبه النهائي. بمعنى آخر ، يتم قطع الجزء الضروري من صفيحة معدنية معينة ، والتي سيتم تشكيل محيط الأنبوب المستقبلي منها. يتم تنفيذ عملية وضع العلامات على النحو التالي: يتم وضع الصفيحة على طاولة عمل ويتم قياس جزء مساوٍ لطول الأنبوب من الحافة العلوية. هنا يتم وضع علامة بواسطة علامة.

ثم ، باستخدام مربع ، يتم رسم خط على طول هذه العلامة بشكل عمودي على الحافة الجانبية. الآن على طول هذا الخط محيط الأنبوب ، يتم عمل نفس الشيء على طول الحافة العلوية. في نفس الوقت ، يضاف حوالي 1.5 سم على طول كلا الحافتين لتشكيل حواف الربط. يتم توصيل العلامات العلوية والسفلية ويتم قطع الشغل.
لتحديد المحيط ، يمكنك استخدام شريط قياس ، أو يمكنك استدعاء دورة الهندسة المدرسية.
كيفية صنع جسم أنبوب من القصدير
الغرض من هذه المرحلة هو تشكيل ملف تعريف الأنبوب. يتم رسم خط بطول قطعة العمل في الأسفل والأعلى ، حيث يتم ثني الطيات. في هذه الحالة ، يتم قياس 5 ملم على جانب واحد و 10 ملم من الجانب الآخر. يجب ثني الطيات بزاوية 90 0. للقيام بذلك ، يتم وضع قطعة العمل على زاوية فولاذية ، محاذاة خط الطي مع حافة الزاوية. ضرب الحافة بمطرقة ، ثنيها إلى الجانب العمودي من الزاوية.
يوصى بثني المنتج تدريجيًا ، بالمرور بمطرقة بطولها بالكامل. في هذه الحالة ، يمكنك البدء في الانحناء باستخدام الزردية.

الآن ، عند الطي ، بحجم 10 مم ، قم بعمل ثني آخر للحصول على نوع من الحرف G. في عملية طي الطية ، تحتاج إلى التأكد من أن الطية العلوية موازية لقطعة العمل ، و طوله 5 ملم. لذلك ، عند رسم خط الطي ، قم بقياس 0.5 سم مرة واحدة على جانب واحد ، وعلى الجانب الآخر - مرتين 0.5 سم لكل منهما.
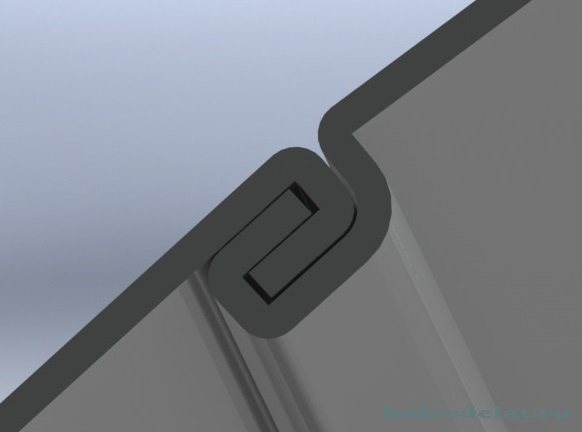
تجهيز مفصل التماس
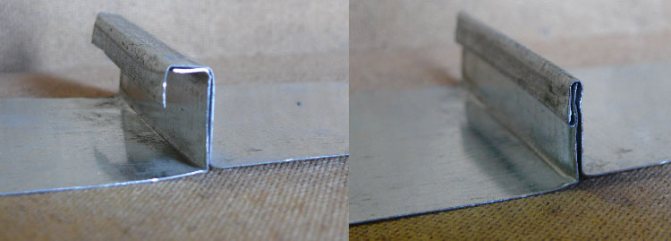
تتضمن المرحلة النهائية معالجة خط التماس ، أي العقص. للقيام بذلك ، يتم طي الجزء العلوي من الطية على شكل حرف L لأسفل ، مع التفاف حافة الطية الأخرى. يجب أن تكون النتيجة نوعًا من السندويتش عموديًا على الأنبوب. للحصول على لحام بعقب ، تحتاج إلى الضغط على الساندويتش للمنتج.

لمزيد من الموثوقية ، يتم تعزيز خط التماس بالمسامير. ومع ذلك ، فإن الأنابيب المصنوعة من القصدير باستخدام طريقة الانضمام هذه لا تحتاج إلى تعزيز إضافي.
كيف تصنع أنبوبًا من القصدير - افعل ذلك بنفسك أنابيب من الصفيح
يحاول بناة المنازل العثور على أكثر خيارات الميزانية لحل المشكلات. لذلك ، فإن مسألة كيفية صنع أنبوب من القصدير بيديك مناسبة للعديد من الحرفيين الهواة. بعد كل شيء ، يمكن مقارنة منتج أنبوبي محلي الصنع مصنوع من القصدير تمامًا بالمزاريب أو الأغلفة الموجودة على الرفوف في المتاجر المتخصصة.
لذلك ، تحتاج إلى معرفة المزيد حول عملية صنع أنبوب القصدير ، الذي يتميز بخصائص مثل منتجات المصنع.
كيف تصنع أنبوبًا من المجلفن بيديك
المنتجات المصنوعة من الفولاذ المجلفن متينة ، ولا تستسلم للصدأ ، وتتصرف في الحياة اليومية ليس أسوأ من الفولاذ المقاوم للصدأ ، على الرغم من أنها أرخص بكثير. في مقال اليوم ، أقترح إيلاء المزيد من الاهتمام لهذه المادة المتواضعة وإخبارك بكيفية صنع أنبوب مجلفن بيديك.
ولكن بدون طبقة واقية ، فإن المعادن الحديدية معرضة للتآكل ، وسرعان ما تصدأ وتصبح غير صالحة للاستعمال. نجح طلاء الزنك في حل هذه المشكلة. وعلى الرغم من حقيقة أن الأنابيب الفولاذية والمجلفنة متماثلة في الشكل ، فإن المنتج المجلفن له عدد من المزايا.
ما هو الأفضل شراء لوح مجلفن بالسماكة المطلوبة وثني الأنبوب بنفسك ، أو الذهاب إلى المتجر وشراء منتج نهائي؟
كالعادة ، لنبدأ بالسعر. الأنبوب النهائي بقطر مم وطول 3 أمتار سيكلفنا حوالي روبل. تكلفة المادة في هذه الحالة هي روبل ، والباقي تكاليف العمالة وهامش البائع. وإذا كنت تخطط لتنظيم نظام صرف كامل؟ يمكنك أن ترى بنفسك أنه سيتعين عليك دفع مبالغ زائدة مقابل المنتجات النهائية في 2.
ستخفف الأنابيب المصنوعة يدويًا العبء المالي بشكل كبير. بالإضافة إلى ذلك ، تتميز منتجات المصنع بأبعاد محددة بدقة ، وفي بعض الأحيان يكون من الصعب العثور على الحجم المناسب لنظامك. وعادة لا يتجاوز سمك الأنبوب النهائي 1 مم. من الضروري أن نتذكر أن أي منتج مصنع ، على عكس المنتج محلي الصنع ، يخضع لرقابة صارمة على الجودة ، وله سطح دائري تمامًا ودقة اللحام.
إذا تقرر عمل جزء بنفسك ، فيجب أن تبدأ باختيار مادة ، في حالتنا ، ورقة مجلفنة بالسماكة المطلوبة. يجب أن تتوافق صفائح الفولاذ المطلية بالزنك في المصنع مع GOST الخصائص الرئيسية التي يجب الانتباه إليها عند اختيار: السماكات المجلفنة الأكثر شيوعًا هي من 0.
كلما كانت الورقة أرق ، كان من الأسهل معالجتها ، وهو أمر مهم لصنع المنتجات في المنزل. لكن لا تنسَ - سماكة أقل - قوة أقل.
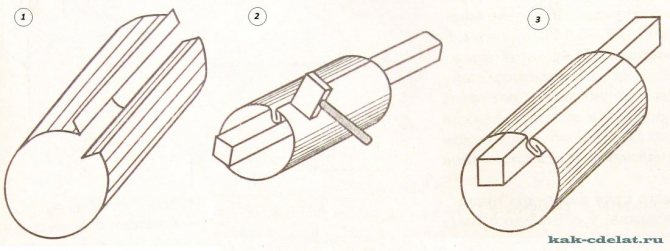
تستخدم المحملات لتفرع وتوصيل خطوط الأنابيب. يتم لحام نقطة الإنطلاق المائلة المتساوية من أنابيب من نفس القطر.يتم وضع علامات على عناصر نقطة الإنطلاق للقطع واللحام اللاحقين باستخدام أنماط موسع الثقوب المطبقة على الأنبوب ، حيث يتم رسم خط القطع على الأنبوب بالطباشير. يتيح لك جدول Excel الذي نقدمه الحصول على أبعاد لإنشاء أنماط مسح للملحق وثقوب في الجذع لتصنيع المحملات المائلة المتساوية من أي قطر ، مع أي زاوية ميل الملحق.
هناك 3 فئات من المواد ، وفقًا لسمك طبقة الزنك. دعونا نلخص البيانات في جدول لتسهيل الأمر.
ملامح من المواد المصدر
قبل أن تبدأ في صنع أنبوب من لوح معدني ، يجب أن تتعرف على المادة التي سيصنع منها الأنبوب ومميزاته. بادئ ذي بدء ، تجدر الإشارة إلى أن هذه منتجات من النوع المتداول ، بمعنى آخر ، القصدير عبارة عن لوح من الصلب يمر عبر بكرات مطحنة درفلة ويبلغ سمكها 0.1-0.7 مم.
بالإضافة إلى عمليات الدرفلة ، فإن تقنية تصنيع الصفيح المقصدري تعني معالجة المنتجات المدرفلة النهائية من تشكيل عمليات التآكل. للقيام بذلك ، يتم تطبيق طبقة من المواد على الفولاذ بعد الدرفلة ، والتي لا تخضع للتآكل.
نتيجة الإجراءات التي تم إجراؤها هي صفائح فولاذية ، يمكن أن يختلف عرضها من 512 إلى 1000 مم ، مع طلاء الكروم أو الزنك. المنتج النهائي من البلاستيك ، لذلك يمكن التعامل مع القصدير بسهولة. في هذه الحالة ، يمكن مقارنة مواد التقوية الملفوفة بقوة مع منتجات الفولاذ. هذا يسمح باستخدام الصفائح المعدنية في تصنيع منتجات ذات تصميم معقد.
أدوات المطلوبة
قائمة الأدوات والأجهزة اللازمة لصنع أنابيب المداخن المجلفنة بيديك ترجع إلى خصائص القصدير ، ولا سيما النعومة واللدونة. لا تتطلب معالجة هذا النوع من المواد بذل جهود خاصة ضرورية للعمل مع مواد الألواح.
لذلك ، في إنتاج أنابيب القصدير للمدخنة ، يلزم توفر مجموعة الأدوات التالية:
- مقص لقطع المعادن. تساعد هذه الأداة على قطع مادة الصفيحة بسهولة إلى القطع المرغوبة ، حيث يصل سمك الصاج الأكبر إلى 0.7 مم.
- مطرقة برأس ناعم. يمكنك أيضًا استخدام مطرقة خشبية أو مطرقة أو أداة فولاذية بقبضة مطاطية ناعمة. ومع ذلك ، يتم استخدام الخيار الأخير بعناية شديدة أو لا يتم تناوله على الإطلاق ، لأنه يمكن أن يتسبب في تشوه صفيحة رقيقة من القصدير ويدمر العمل بأكمله.
- كماشة. بمساعدة هذه الأداة ، قاموا بحل مسألة كيفية ثني أنبوب مصنوع من القصدير ، لأنه من الصلب ، على الرغم من أنه رقيق ، لذلك من المستحيل ثنيه بيديك.
- طاولة التصنيع. هذا الجهاز ضروري عند قطع المواد وعند وضع العلامات.
- معايرة العنصر. يمكن أن يكون منتجًا أنبوبيًا يبلغ قطره أكثر من 10 سم ، بالإضافة إلى زاوية بحواف 7.5 سم. يجب أن تكون هذه العناصر مثبتة جيدًا ، حيث سيتم إجراء تثبيت مفصل المؤخرة على سطحها.
بالإضافة إلى هذه الأدوات ، يجب تحضير مسطرة أو شريط قياس وعلامة ، وهي قضيب فولاذي بحافة حادة.
هل يمكن استخدام الأنابيب المجلفنة للمدخنة
قبل اختيار مدخنة من هذا النوع ، ستحتاج إلى مراعاة المخاطر والفروق الدقيقة المحتملة للعملية.
تلف المداخن المجلفنة
من الممكن استخدام أنابيب مجلفنة من الفولاذ المقاوم للصدأ للمدخنة ، لكنك ستحتاج إلى مراعاة بعض الفروق الدقيقة المرتبطة بتشغيل المعدن وخصائصه. يقول أحد أدلة الجلفنة ما يلي:
- يعد تسخين الزنك لأكثر من 419.5 درجة مئوية أمرًا خطيرًا. في هذا الوقت ، خاصة في ظروف الرطوبة العالية ، يتكون أكسيد المعدن. الأبخرة سامة وتؤدي إلى تسمم شديد.
- الزنك النقي لا يشكل خطورة على صحة الإنسان وهو موجود في جسده: الأسنان ، البنكرياس ، الدم ، إلخ.
- يعتبر الزنك التقني خطيرًا بشكل خاص - أثناء الإنتاج ، لإعطاء المعدن الخصائص التقنية اللازمة ، يتم إضافة الزرنيخ والأنتيمون والرصاص إلى الشوائب.
مما سبق ، يمكن استنتاج أن أنبوب المدخنة المجلفن يمكن استخدامه بأمان في أنظمة المداخن ذات درجة حرارة منخفضة لغازات المداخن. الهياكل من النوع الساندويش ، حيث يكون المحيط الداخلي مصنوعًا من الفولاذ المقاوم للصدأ ، ويكون المحيط الخارجي مجلفنًا ، لا تؤثر مطلقًا على صحة الإنسان.
عمر خدمة المدخنة المجلفنة
تعتمد مدة خدمة الأنبوب على العديد من العوامل ، ولكن بشكل عام ، قد تستمر المدخنة لمدة تصل إلى 10 سنوات ، دون فقدان الضيق. لزيادة عمر الخدمة ، يجب عليك الالتزام بالتوصيات التالية:
- من الضروري عزل مدخنة مجلفنة أحادية الدائرة. بدون العزل الحراري ، لن يدوم الأنبوب طويلاً ، بسبب التآكل بسبب التكثيف والاحتراق بسبب السخام المتراكم. يعد عزل الأنبوب المجلفن في القسم الخارجي للمدخنة إجراءً إلزاميًا.
- يعمل الطلاء المجلفن على إطالة عمر خدمة المنتج بشكل كبير.
- يجب ألا يقل سمك الفولاذ المستخدم في المدخنة عن 1 مم. يحترق الصلب المجلفن ذو السماكة المنخفضة بسرعة. في منتديات البناء ، يمكنك العثور على معلومات تفيد بأن هذه المادة التي يتراوح حجمها بين 0.6 و 0.8 ملم احترقت بعد ستة أشهر من التشغيل.
مع مراعاة جميع الشروط الفنية ، فإن الأنابيب المجلفنة مضمونة لتدوم من 10 إلى 15 عامًا على الأقل.
المرحلة التحضيرية
أولاً ، يتم وضع العلامات على ورقة القصدير ، حيث سيتم قطع المنتج شبه النهائي. بمعنى آخر ، يتم قطع الجزء الضروري من صفيحة معدنية معينة ، والتي سيتم تشكيل محيط الأنبوب المستقبلي منها. يتم تنفيذ عملية وضع العلامات على النحو التالي: يتم وضع الصفيحة على طاولة عمل ويتم قياس جزء مساوٍ لطول الأنبوب من الحافة العلوية. هنا يتم وضع علامة بواسطة علامة.
ثم ، باستخدام مربع ، يتم رسم خط على طول هذه العلامة بشكل عمودي على الحافة الجانبية. الآن على طول هذا الخط محيط الأنبوب ، يتم عمل نفس الشيء على طول الحافة العلوية. في نفس الوقت ، يضاف حوالي 1.5 سم على طول كلا الحافتين لتشكيل حواف الربط. يتم توصيل العلامات العلوية والسفلية ويتم قطع الشغل.
كيفية صنع جسم أنبوب من القصدير
الغرض من هذه المرحلة هو تشكيل ملف تعريف الأنبوب. يتم رسم خط بطول قطعة العمل في الأسفل والأعلى ، حيث يتم ثني الطيات. في هذه الحالة ، يتم قياس 5 ملم على جانب واحد و 10 ملم من الجانب الآخر. يجب ثني الطيات بزاوية 90 0. للقيام بذلك ، يتم وضع قطعة العمل على زاوية فولاذية ، محاذاة خط الطي مع حافة الزاوية. ضرب الحافة بمطرقة ، ثنيها إلى الجانب العمودي من الزاوية.
يوصى بثني المنتج تدريجيًا ، بالمرور بمطرقة بطولها بالكامل. في هذه الحالة ، يمكنك البدء في الانحناء باستخدام الزردية.
الآن ، عند الطي ، بحجم 10 مم ، قم بعمل ثني آخر للحصول على نوع من الحرف G. في عملية طي الطية ، تحتاج إلى التأكد من أن الطية العلوية موازية لقطعة العمل ، و طوله 5 ملم. لذلك ، عند رسم خط الطي ، قم بقياس 0.5 سم مرة واحدة على جانب واحد ، وعلى الجانب الآخر - مرتين 0.5 سم لكل منهما.
بعد الانتهاء من تشكيل الطيات ، يمكنك المتابعة إلى تشكيل جسم الأنبوب. لهذا الغرض ، يتم وضع ورقة فارغة على عنصر معايرة ويتم النقر عليها بمطرقة أو أي أداة مناسبة أخرى للحصول على ملف تعريف لشكل معين. تأخذ قطعة العمل أولاً شكل U ثم تصبح مستديرة. في هذه الحالة ، يجب ضم الطيات معًا.
كيف تصنع دلو بيديك من القصدير
التصنيف: الجرد 23307
3
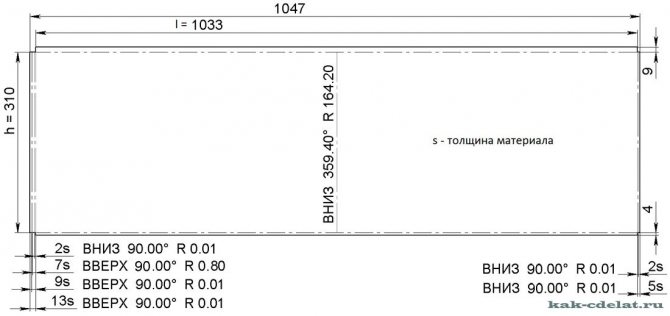
كيف تصنع دلوًا بيديك من القصدير أو الحديد المجلفن أو الفولاذ المقاوم للصدأ بجدران مستقيمة. قص نمط المنتج من المادة
ح
- الارتفاع (حدد القيمة المحددة)
د
- القطر (حدد القيمة المحددة)
ل
- محيط (وجد بالحساب)
ل = πd = 3.14 * 329 = 1033
(مم)
ع = 310
(مم)
تصنيع الاسطوانات
في منتصف عملية المسح ، قم بتمييز الثقوب الخاصة بربط الأذن
1.
على صفيحة مستطيلة من الصفيحة الرقيقة المجلفنة GOST 14918-80 ، على آلة ثني الألواح اليدوية ذاتية الصنع ، أو يدويًا باستخدام مطرقة وقضيب ، قم بطي حواف الصفيحة "على طول الارتفاع" في اتجاهين متعاكسين. نثني الورقة في اسطوانة.
2.
نربط الحواف المطوية. اضغط على التماس الناتج بالتساوي بمطرقة أو مطرقة بطول الأسطوانة بالكامل.
3.
لكي يبقى التماس داخل الأسطوانة ، من الضروري إجراء العملية التالية: لف التماس النهائي بحيث يكون بالقرب من حافة الأخشاب ؛ ضرب التماس بمطرقة ، نحصل على السطح الخارجي للأسطوانة بدون خط التماس بارز.
وحدة قابلة للطي
يعتمد عرض الخصم على الغرض منه: تلقي قفل ؛ المتداول الأسلاك.
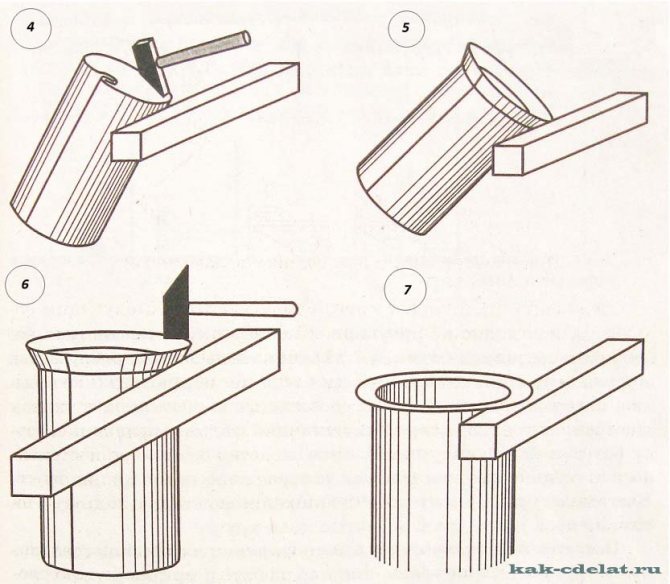
4.
اضبط الأسطوانة على موضعها الأصلي بالنسبة للشريط. نضغط بمطرقة ونثني الطية.
5.
نضغط بالجانب المدبب من المطرقة. نحن نراقب عرض الطية - يجب أن يكون هو نفسه.
6.
قم بمحاذاة الطية عن طريق النقر بالجانب الحاد للمطرقة.
7.
أخيرًا ، ثني التماس المطوي بزاوية قائمة.
لف الأسلاك
نضع دائرة حول محيط الحافة ،

مصنوعة من الأسلاك ، يجب أن يتطابق قطرها مع القطر الخارجي للأسطوانة.

نحن ندير الحافة الدائرية وننتهي أخيرًا من الإغلاق.
توصيل اسطوانة سفلي
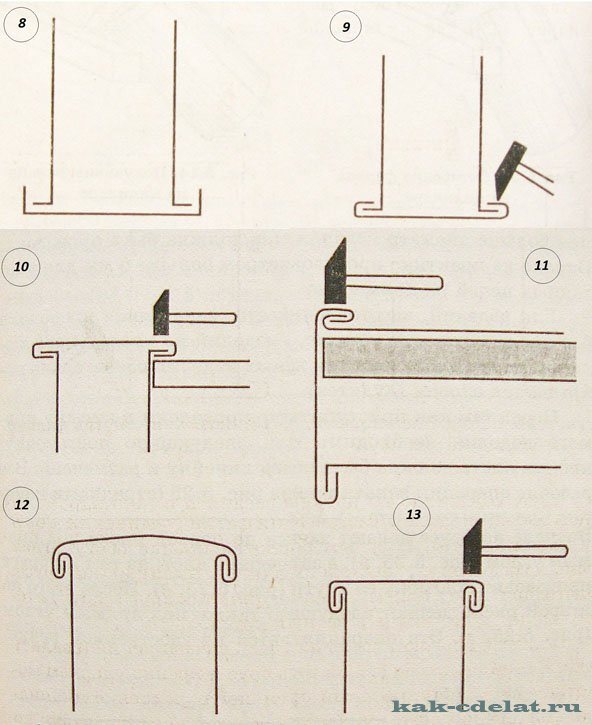
8.
اطوِ حواف الدائرة وأدخلها في الأسطوانة.
9.
بضربات خفيفة للجزء المدبب من المطرقة ، ثني الطية داخل الدائرة.
10.
من خلال الضربات القوية للجزء غير الحاد من المطرقة ، نضغط على خط اللحام الموجود على الشريط ، أثناء تدوير الأسطوانة.
11.
نقوم بتفريغ الطية على المستوى الخارجي للأسطوانة.
12.
إذا نتج عن العمل قاع محدب ، فمن الضروري محاذاته.
13.
عند حافة الجزء السفلي ، اضرب بالجزء غير الحاد من المطرقة ، على طول محيط الدائرة بالكامل. في هذه الحالة ، سيتم تسوية الجزء السفلي ، وستتلقى حواف الاتصال محيطًا واضحًا.
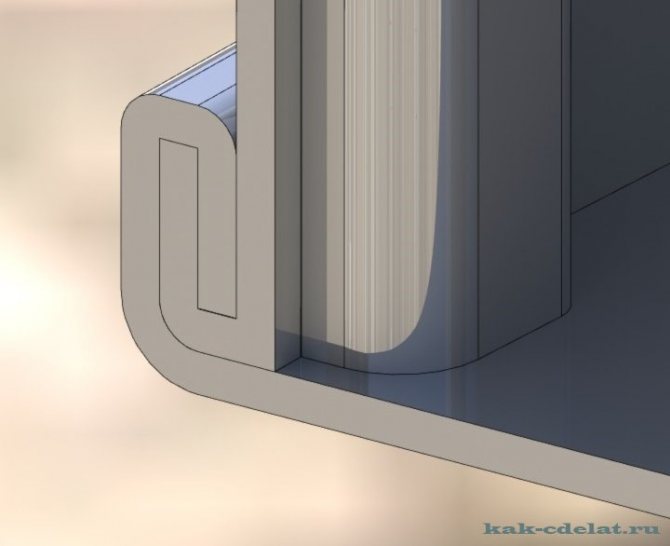
إرفاق الغلاف الوسيط
يمكن ربط الجزء السفلي من الدلو بالطوق الوسيط ويمكن توصيل الطوق الوسيط بالأسطوانة.
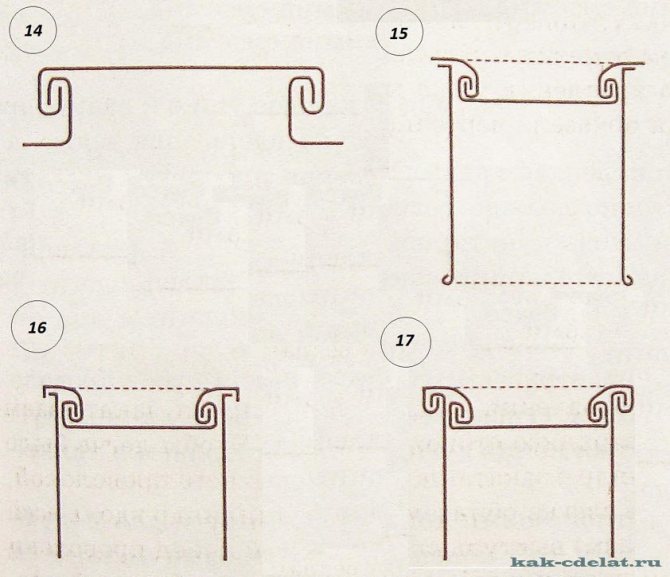
14.
نصلح الجزء السفلي من الدلو بطوق.
15.
نقوم بتوصيل الطوق بالأسطوانة (جسم الجرافة).
16.
نثني الطية عند الطوق.
17.
نقوم بتفريغ الطية على المستوى الخارجي للأسطوانة ونضغط جيدًا حول محيط المحيط بالكامل.
إنتاج العين

قطع الأذنين من مادة مماثلة. ثقب أو حفر من خلال الثقوب: اثنان للمسامير ؛ واحد لمقبض معدني.
صنع مقبض
ثني المقبض من سلك معدني بقطر 5 ... 6 (مم) GOST 18143-72.

كيف تصنع دلوًا بيديك من القصدير - كما ترون ، لا شيء معقد. بعد أن أتقنت نموذجًا بسيطًا. يمكنك الانتقال إلى نموذج منحدر أكثر تعقيدًا.
اطلب الرسم
شارك الموضوع مع أصدقائك!
تجهيز مفصل التماس
تتضمن المرحلة النهائية معالجة خط التماس ، أي العقص. للقيام بذلك ، يتم طي الجزء العلوي من الطية على شكل حرف L لأسفل ، مع التفاف حافة الطية الأخرى. يجب أن تكون النتيجة نوعًا من السندويتش عموديًا على الأنبوب. للحصول على لحام بعقب ، تحتاج إلى الضغط على الساندويتش للمنتج.
لمزيد من الموثوقية ، يتم تعزيز خط التماس بالمسامير. ومع ذلك ، فإن الأنابيب المصنوعة من القصدير باستخدام طريقة الانضمام هذه لا تحتاج إلى تعزيز إضافي.
كيف تصنع أنبوب مجلفن بيديك؟
يمكنك شراء الأنابيب المجلفنة بحرية ، لكن تكلفة هذه المنتجات عالية جدًا ، لذا فإن الرغبة في صنع أنبوب مجلفن بيديك تمليها أولاً وقبل كل شيء اعتبارات الاقتصاد.
في الوقت نفسه ، لا يتطلب تصنيع الأنابيب المجلفنة استخدام جهود خاصة وتركيبات وأدوات خاصة باهظة الثمن ونوعًا من المعرفة المهنية ، لذلك يمكن لأي حرفي منزلي التعامل مع هذا ، حيث توجد في ترسانته مجموعة من النجارة القياسية أدوات.
مزايا وعيوب الأنابيب المجلفنة
يشمل المستخدمون مزايا أنبوب المدخنة المجلفن:
- مقاومة طويلة الأمد للتآكل ،
- تسخين سريع للمدخنة ، ونتيجة لذلك ، ضمان تدفق جيد ،
- طريقة التجميع البسيطة ،
- سطح أملس داخل القناة لا يسمح للسخام بالبقاء على الجدران ،
- امكانية سحب المخرج عن طريق جدار المبنى.
سلبيات:
- عمر خدمة قصير لفرع جدار واحد ،
- عند قطع المنتج ، تبدأ خطوط القطع في الصدأ بعد وقت قصير ،
- ضرر طفيف يؤدي إلى تدمير الطبقة الواقية ،
- تشكيل كمية كبيرة من التكثيف.
خصائص الأنابيب المجلفنة
تستخدم الأنابيب المعدنية المجلفنة لتجهيز المداخن ؛ وهي شائعة بسبب وزنها الخفيف ، وبالتالي سهولة التركيب. المداخن المجلفنة لا تتطلب بناء الأساس ، وهذا يقلل بشكل كبير من تكلفة معدات المداخن.

تلبي هذه الأنابيب معايير السلامة من الحرائق ، وتتحمل درجات حرارة تصل إلى 900 درجة ، لذلك يمكن استخدامها لاستخراج الدخان من غلايات ومواقد تسخين الوقود الصلب.
أيضًا ، يتم استخدام الأنابيب المجلفنة في بناء المنازل لتجهيز المزاريب. هذه الأنابيب ميسورة التكلفة بالفعل من حيث التكلفة ، ولكن في الوقت نفسه يمكن جعل العملية أرخص باستخدام المنتجات المصنوعة يدويًا.
الأدوات والمواد المطلوبة
من أجل صنع أنبوب بقطر 100 مم ، نحتاج إلى الأدوات والمواد التالية:
- مطرقة خشبية أو مطاطية. بشكل عام ، ستعتمد جودة المنتج النهائي بشكل أساسي على جودة هذه الأداة. يجب أن تكون المطرقة ثقيلة بدرجة كافية ، ولكن من السهل التحكم في قوة الضربة ، وليست قوية جدًا ، ولكنها في نفس الوقت كثيفة بدرجة كافية.
- مقص للمعدن. أي شخص سيفعل ، الشيء الرئيسي هو أنه من الملائم لهم قطع المعدن على الطائرات الكبيرة.
- زاوية معدنية ، بطول 1 متر على الأقل ، مثبتة على حافة طاولة العمل. سوف ينحني المعدن عليه ، لذلك يجب أن يكون مستقرًا وضخمًا بدرجة كافية.
- أنبوب فولاذي بقطر 60-90 مم ، مثبت أفقيًا - "مدفع". سيتم استخدامه لتجميع المنتجات. وفقًا لذلك ، يجب ألا يقل طوله أيضًا عن متر واحد.
- مسطرة.
- مكشطة للمعادن. أي قضيب معدني حاد سيفي بالغرض ، حتى مسمار كبير.
- في الواقع ، يبلغ سمك لوح المعدن المجلفن نفسه 0.5 مم.
ما تحتاجه لعمل أنبوب مجلفن
في المنزل ، لصنع أنبوب مجلفن ، تحتاج إلى ورقة من الصفيح ، فالمادة لا تتطلب بذل جهود خاصة بسبب نعومتها وليونتها.
يُصنع القصدير صناعياً من صفائح فولاذية رفيعة بسمك يتراوح من 0.1 إلى 0.7 مم على آلات الدرفلة ، وبعد ذلك يتم تغطيتها بطبقة واقية من التآكل من الكروم أو القصدير أو الزنك. أخيرًا ، يتم قطع قطع العمل بأحجام قياسية بعرض من 512 مم إلى 2000 مم.

إن قوة هذه المنتجات ليست بأي حال من الأحوال أدنى من نظيراتها الفولاذية ، خاصةً إذا كانت المادة تحتوي على مواد تقوية إضافية ، ولكنها في نفس الوقت بلاستيكية للغاية وتتيح لك تركيب خطوط أنابيب ذات شكل معقد يدويًا. الطلاء المضاد للتآكل يحمي الأنبوب من البيئة الخارجية.
مشكلة هذه الأنابيب هي عدم كفاية قوة الانحناء ، لذلك ، لتصنيع الأجزاء المفتوحة ، يتم إدخال أدوات التقوية في الهيكل لتقوية المنتج.
- يتم تقديم مجموعة واسعة من هذه الأنابيب ذات الأحجام المختلفة في المتاجر: دائرة واحدة ؛
- دائرة مزدوجة (مصنوعة على شكل شطيرة وتتكون من أنبوب داخلي وخارجي) ؛
- مموج ، يتميز بمرونة متزايدة.
ملحوظة! في المنزل ، من الممكن تقنيًا عمل أنبوب أحادي الدائرة فقط.
عند اختيار سماكة الورقة ، يجب مراعاة الغرض من الأنبوب. على سبيل المثال ، يجب أن يكون للأنبوب المجلفن لإزالة غاز المداخن من مواقد الوقود الصلب والمواقد مقاومة متزايدة لدرجات الحرارة المرتفعة ، وفي نفس الوقت خصائص عالية ضد التآكل.
انه مهم! كلما ارتفعت درجة حرارة وسيط العمل ، يجب أن تكون جدران الأنابيب أكثر سمكًا.
الادوات
للعمل ، هناك حاجة إلى أدوات خاصة للثني وقياس زاوية الانحناء بشكل صحيح وقطع الأنبوب إلى الطول المطلوب.
صنع الأنابيب المجلفنة بيديك
المهارات مطلوبة عند القيام بهذا العمل ، والتي سوف تتجنب تشوه الطلاء الواقي. إذا تم تحديد مسألة كيفية صنع أنبوب مجلفن بيديك ، فأنت بحاجة إلى معرفة أن عملية التصنيع تتكون من 3 مراحل رئيسية:
- التحضير: يتم قطع الورقة وفقًا لرسم أولي ؛
- القولبة: يبدأ تصنيع منتج بالشكل المطلوب ، المعلمات ، القسم ؛
- تتضمن المرحلة النهائية تأمين حافة الشغل.
عند تنفيذ كل خطوة ، يجب اتباع التعليمات خطوة بخطوة ، والتي ستتيح لك الحصول على منتج موثوق به دون تشويه الطبقة الواقية.
الأدوات والمواد المطلوبة
للعمل سوف تحتاج:
- مقص للمعادن ، هناك قيود على استخدام هذه الأداة - يمكن استخدامها لقطع ورقة لا يزيد سمكها عن 0.7 مم ؛
- مطرقة خشبية (يجوز استخدام مطرقة معدنية ، ولكن مع وسادة مطاطية) ؛
- كماشة؛
- طاولة العمل مطلوبة لقطع الفراغات ؛
- للحصول على منتج بالشكل الصحيح مع زوايا متساوية (للأنابيب المربعة) ، ستحتاج إلى عنصر معايرة ، والذي يمكن أن يكون زوايا معدنية (يصل طولها إلى متر واحد) أو أنبوب بالقطر المطلوب (عند الاختيار ، ضع في الاعتبار حجم الشغل) ؛
- مسطرة؛
- أي أداة شحذ من شأنها نقل الرسم إلى المعدن.
من المواد المطلوبة ورقة من الصاج المجلفن. يعتبر سمك 0.5 مم كافياً. من الأسهل العمل مع هذه الورقة ، يمكنك الحصول على منتج دائم.
قطع الشغل
يبدأ الإنتاج المستقل للأنابيب لتلبية الاحتياجات الشخصية بتحديد القطر (غالبًا ما يتم اختيار الخيار 60-100 مم). التسلسل:
- يتم إنشاء رسم تخطيطي ، يُشار إليه بالأبعاد المطلوبة ، ويجب أن يكون العرض أكبر بمقدار 15 مم ، مما سيمكن في المستقبل من الحصول على حافة ربط ؛
- يتم نقل كفاف قطعة العمل المستقبلية إلى ورقة من الصفيح باستخدام أداة حادة ، ويتم تنفيذ العمل على طاولة العمل ؛
- تحتاج إلى عمل مستطيل ، للحصول على زاوية 90 درجة ، استخدم مربعًا.
تشكيل الملف الشخصي
يتم تصنيع الأنابيب المجلفنة بيديك مع مراعاة بعض التفاصيل الدقيقة:
- يتم وضع علامة على قسم الورقة حيث يتم ثني المعدن تحت الطيات: 0.5 سم من واحد و 2 إلى 0.5 سم على الجانب الآخر ؛
- يتم طي الطية بزاوية 90 درجة ؛
- في هذه الحالة ، تحتاج إلى وضع الزاوية بحيث تتزامن حافتها مع خط ثني الانحناء ؛
- باستخدام مطرقة ، وشكل المنتج ، من الضروري تحقيق الالتزام الكامل للطي على رف الزاوية ، من أجل تبسيط العمل ، يمكنك أولاً ثني المعدن بالزردية ؛
- يتم قلب قطعة العمل ، في هذه الحالة ، يجب وضع الطية على مسافة 1 سم من حافة زاوية المعايرة ، بزاوية 130 ... 150 درجة بمساعدة مطرقة ؛
- باستخدام عنصر معايرة ، يتم إنشاء منتج بالشكل المطلوب ؛ في المرحلة الأخيرة ، يجب توصيل الطيات.
معالجة اللحام التناكبي
في صناعة الأنابيب المجلفنة ، من المهم ضمان موثوقية مفصل حواف قطعة العمل. تتم معالجة مفصل المؤخرة عن طريق الضغط. هذا لا يتطلب التعرض لدرجات حرارة عالية أو ظروف أخرى. ستتم حماية حواف الحافة من هطول الأمطار. للقيام بذلك ، انقر فوق الطية الموجودة في الأعلى بمطرقة. نتيجة لذلك ، يتقلص التماس ، ويشكل نوعًا من الساندويتش.
يمكنك تحسين موثوقية الهيكل عن طريق تثبيت المسامير بخطوة معينة. التعزيز الإضافي لخط الأنابيب غير مطلوب.
تعليمات صناعة الأنابيب المجلفنة
بادئ ذي بدء ، تحتاج إلى وضع علامة على الصفيحة الحديدية ، وتطبيق خطوط طي قابلة للطي على جانب واحد بحجم 5 مم ، وعلى الجانب الآخر مرتين 5 مم لكل منهما ، يجب أن تكون الطية على جانب واحد أكبر من الثانية من أجل التشكيل التماس قوي في المستقبل.ثني الورقة بزاوية 90 درجة على كلا الجانبين باستخدام الزاوية والزردية.

انه مهم! يجب طي الشكل تدريجيًا ، والانتقال من حافة إلى أخرى على طول خط الطي.
بعد ذلك ، يتم قلب قطعة العمل ، وتشكيل الطيات ، وضبط الزاوية إلى 135-140 درجة ، والنقر على حواف القصدير بمطرقة أو مطرقة بمضرب ناعم ، حتى لا تتلف مادة المنتج. بعد تشكيل الطيات ، يمكنك المضي قدمًا في تشكيل الأنبوب نفسه.
اربط قطعة العمل بقالب التحجيم لتشكيلها واضغط عليها مرة أخرى حتى تجتمع الطيات معًا.
يتم ثني الحافة العريضة مرة أخرى بالتوازي مع مستوى المنتج بزاوية 90 درجة.
المرحلة الأخيرة هي ربط النهايات مع درزات مسطحة باستخدام مطرقة.
قم بمحاذاة الطيات ، وثني الجزء الأفقي من الطية الثانية ، ولف الطية الأولى بها ، ثم ثني هذا التماس ، واضغطه بإحكام على مستوى الأنبوب.
يمكنك أيضًا تقوية الوصلة بمسامير معدنية باستخدام آلة لحام ، على الرغم من أن الأنابيب المجلفنة المتصلة بشريط مسطح لا تحتاج في الغالب إلى تقوية إضافية.